Pelet makinesi halka kalıbı, yüksek hassasiyet, işleme ve özel ısıl işlem süreçlerinden geçmiş bir alaşım dövmedir. Genellikle halka kalıbının malzemesi belirli bir yüzey sertliğine, iyi tokluğa, çekirdek aşınma direncine ve iyi korozyon direncine sahip olmalıdır.
Halka kalıpları için geleneksel işleme prosedürleri
Halka kalıp, bir ham parçanın dövülmesi ve ardından mekanik kesme ile işlenmesiyle elde edilen, dış oluk kesitine sahip dairesel bir parçadır. Halka kalıpları için geleneksel işleme prosedürleri temel olarak dövme, kaba ve hassas tornalama, delme, delik genişletme, ısıl işlem ve cilalama işlemlerini içerir ve bitmiş halka kalıpları üretir.
Farklı halka kalıp malzemeleri farklı işleme tekniklerini benimseyecektir ve aynı malzemeden farklı işleme teknikleri kullanılarak üretilen halka kalıpları arasında da önemli performans farklılıkları olacaktır.

Halka dövme işlemi
Dövme (forging veya dövme), darbe veya statik basınç altında metal kütüklere dış kuvvetler uygulamak, plastik deformasyona neden olmak, boyut, şekil ve özellikleri değiştirmek için aletler veya kalıplar kullanan bir şekillendirme ve işleme yöntemidir; böylece mekanik parçalar veya boş parçalar üretilir.
Gerekli halka kalıp özelliklerine uygun çeliği ham malzeme olarak seçin ve ön dövme işlemini gerçekleştirin. Halka kalıp dövmesinin kalitesi, malzemesinin halka kalıp dövme işlemine bağlıdır ve uygun ısıtma sıcaklığı ve süresi gereklidir.
Halka kalıp haddeleme işlemi
Dövme şekillendirme ile karşılaştırıldığında, halka haddeleme şekillendirme işlemi, halkanın sürekli lokal plastik deformasyonuna neden olan, böylece duvar kalınlığını azaltan, çapı genişleten ve kesit profilini oluşturan plastik işleme teknolojisine ulaşan halka haddeleme ve mekanik parça üretim teknolojisinin çapraz birleşimidir.
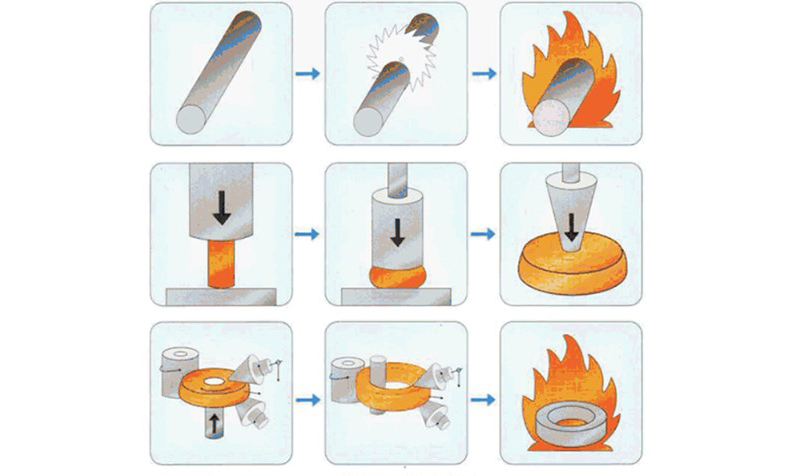
Halka haddeleme işleminin özellikleri:Dairesel kütükler için haddeleme takımı döner ve deformasyon süreklidir. Halka ham maddesi seçimi, halka haddeleme sürecinde önemli bir rol oynar. Ham maddenin başlangıcı ve boyutu, malzemenin ilk hacim dağılımını, haddeleme deformasyon derecesini ve metal akışının verimliliğini doğrudan belirler.

Gönderi zamanı: 17 Haz 2024